 EN
EN
 中文简体
中文简体 English
English
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery

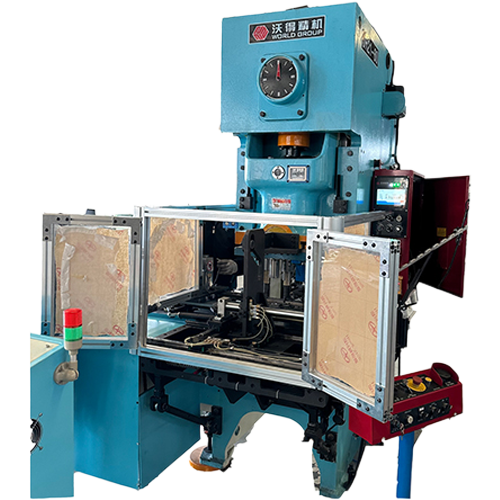
Instructions for operating the automatic sealing machine:
1. Check whether the power supply and gas source meet the specifications.
2. Description of the main motor function
When the sealing main motor (sealing motor 960 rpm) is started, when the sealing clutch plate is connected to the clutch cylinder (overcoming the spring resistance), the motor rotates 11 times (about 0-7 seconds), the clutch plate automatically separates (the clutch cylinder stops moving and returns to the original position about 0.5 seconds later), and due to the spring tension, The hanging pin is withdrawn from the recessed hole to complete the sealing action.
3. Indexer part
After the frequency conversion is enabled, the indexing motor starts to operate, the rotating clutch electromagnetic suction cup is energized to match the reducer with the motor, and the indexing motor is driven to complete the indexing operation.
IV: Pressure tank, top tank components
After the indexing turntable positions the product, before the sealing action is required, the pressure tank cylinder presses the product into the wheel wire to perform the sealing action. The ejector cylinder is used to eject the sealed product to prevent the product from being pushed into the indexing plate and adhering to the sealed tray when running again, causing the indexing plate to become inoperable.
5. Sealing clutch cylinder
When the sealing action needs to be performed when the product is positioned in place, the sealing cylinder supports the gear plate through the bracket. After the hanging pin and the recessed hole are hung for about 0.5 seconds, the clutch cylinder stops and resets. At this time, the gear could no longer fall off due to the rotation of the main motor, and it needed to be automatically separated after 11 turns of rotation. After the sealing cylinder is raised for 0.5 seconds, the spring pulls the glass plywood away from the recessed hole. Under normal circumstances, the clutch plate should be able to be hung automatically. If it is not hung, the inspection mechanism is required.
6. Push cylinder
Regardless of the working mode, when the turntable is positioned, the push cylinder performs a pushing action. At this time, regardless of whether the station has product or not, the cylinder performs the action of pushing the product away from the indexing plate. This action is controlled by the program time: when the air pressure is normal, set the time required to push away from the product, and reset the action after the time is up. The pushing time should not be too long. You must enter the push rod travel range and return to the next indexing position to prevent the material from getting stuck.
VII. Tank-in conveyor belt
In the automatic operation mode, when the proximity switch of the indexing disc positioning point does not detect the product, the conveyor belt continues to operate until the product is detected. The conveyor belt must not be operated while the indexing disc is in operation to prevent the product from rubbing against the edge of the indexing disc. When the indexing is in place, the conveyor belt has sufficient time to feed the product into the indexing position, which happens to complete the conveying when the sealing action is performed, without affecting the sealing cycle.

VIII: Overview of the automatic mode workflow
Before the sealing machine executes the automatic working mode, it is necessary to manually perform a sealing action once to check whether the various program actions and the operation of the mechanical structure are normal. The working mode switch selects the automatic mode position (in automatic mode, it must meet the following requirements: push-down cylinder upper stroke signal, upper cylinder upper stroke signal, clutch cylinder home position signal, and closed clutch disc home position signal). After starting the main motor, press the automatic operation start button. At this time, the east-west operation indicator light will light up and the device will enter the east-west operation state (Note: At this time, the human limbs should be away from the device operation part Prevent personal injury).
When the conveyor belt delivers the tank to the indexing station, the product detection switch sends a product signal to the PLC. After being processed by the PLC program, the indexing clutch action command is output, the indexing clutch electromagnetic disc is energized, and the indexing disc is driven to rotate. After completing the one-stop rotation, the indexing sensor of the indexer sends the product indexing signal to the PLC (Note: At this time, the indexing clutch electromagnetic suction cup has not been powered off and continues to work). When about 30 degrees before completing the rotation of one station, the indexing stop sensor sends a signal to the PLC, and the indexing clutch electromagnetic suction cup is de-energized and separated ——the function of the second sensor is to enable the next indexing to be completed in a short time. The PLC outputs a pressing action after processing. At the same time, the ejector cylinder is also de-energized at the same time, and the product is smoothly pressed into the wheel line. At the same time, the depression signal is transmitted to the PLC, the clutch cylinder is raised, and the sealing toothed disc is inserted into the groove hole to perform the sealing action. After the sealing is completed, the sealing tooth disc falls off, the spring returns it to its original position, and the line number returns to its original state, indicating that the sealing is completed. At this time, the lower cylinder is reset, the upper cylinder is automatically pushed up, and the product is ejected from the wheel mold. The lower cylinder pressure signal and the suction cup remain energized and continue to work. When running to about 30 degrees before the next station score, the indexing positioning sensor sends a signal to the PLC, and the indexing clutch electromagnetic suction cup is de-energized and separated ——-the second sensor function is to enable the next indexing to be completed in a short time. After being processed by the PLC, the output pressing action is output, and the ejector cylinder is also de-energized, and the product is smoothly pressed into the wheel line. At the same time, a pressing signal is sent to the PLC, the clutch cylinder rises, and the sealing tooth plate clicks into the groove to perform the sealing action. After the sealing is completed, the sealing tooth plate falls off, the spring pulls it back into place, and the line number is reset, indicating that the sealing is completed. At this time, the lower cylinder is reset, the upper cylinder is automatically pushed up, and the product is ejected from the wheel wire. The lower cylinder up-voltage signal and the upper cylinder up-voltage signal are transmitted to the PLC, which outputs an indexing operation signal. The indexing clutch disc is energized again to perform indexing at the next station, and the sealing operation is repeated repeatedly.
Recommended Products










Leave a message online!
Contact Us
- Mobile: +86-13666712509
- Tel: +86- 0573-8802501
- Email: yuequ@lkmach.com
- Whatsapp: +86 136-6671-2509
- Address: No. 5, Huatian Road, Siqian Community, Cengang Street, Dinghai District, Zhoushan City, Zhejiang Province
Quick Links
Product
- Convenient barrel production line
- 18 L Square Tank Production Line
- 1-5 liter square tank production line
- 1-5 liter round can production line
- Tea cans, craft cans (square cans)
- 18.5 Conical coating barrel production line
- 18.5 Straight Paint Bucket Production Line
- Vacuum cleaner [housing] complete set of equipment
- 50 L Chemical Barrel Production Line
- Forming mold
- Can lid production line
- 18-20 liter barrel production line
Mobile
Copyright © 2025 Zhoushan Dinghai Lekai Can Machinery Factory
