 EN
EN
 中文简体
中文简体 English
English
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery


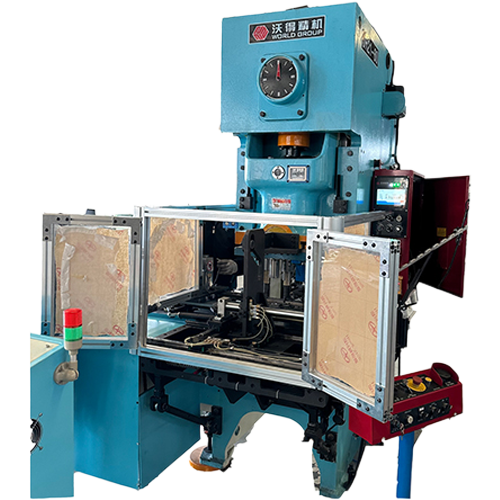
In small can sealer equipment, the sealing roller, upper pressure head and can holder are often referred to as the three major elements of sealing. The correct groove shape of the roller, the reasonable positioning of the indenter and the appropriate driving force of the tank holder are necessary conditions to ensure normal rolling sealing. As the basic component of the sealing equipment, the sealing element is also a basic factor affecting the double crimping. If the combination of various factors is not good, defective products will appear. Common types of defective products with double crimping are:
False roll —— The crimp body hook and the tank cover hook do not bite together. The reason is that the crimp is damaged during the transportation of the tank, the crimp shape of the tank is unqualified, the rounded edge of the tank cover is defective or damaged, and the tank cover and the tank body are not aligned when sealing.
Large collapsed edge ——because the edge of the tank body or lid collapses seriously when sealing the tank, resulting in the tank body and lid not being able to bite together, and the tank cuff is obviously exposed under the rolled edge. The reason is that the rolled edge is damaged during the transportation of the tank body, the rolled edge shape of the tank body is unqualified, the rounded edge of the lid is damaged or the rounded edge is too large, and small can sealers seal cans with the lid misaligned with the can body.
Jump seal——Because the crimp at the weld is too thick, the sealing roller jumps over the crimp when passing through the tank weld and fails to compact. The reason is that the sealing machine runs too fast, the secondary sealing 121 wheel buffer spring is too soft, the tank weld is too thick, etc.
Incomplete rimming —— Part of the rim is not fully compacted because the can lid slips on the rimmer or the sealing roller does not rotate properly. Characterized by a partial normal undercut thickness and a partial undercut thickness. Inaccurate positioning due to insufficient tray pressure, mismatch between tank cap size or taper and indenter, indenter wear, improper adjustment of indenter shaft height, excessive spacing between indenter and tray, tray spring failure, oil on the indenter or tray, and displacement of the indenter shaft.
The cover hook and the body hook are not overlapped when the edge is pressed, and the lower edge of the edge is pressed to form a V-shaped protrusion. The reasons are: the sealing curve of the sealing wheel is not ideal, the sealing wheel is adjusted too loosely, the sealing wheel is worn, the second sealing wheel is adjusted too tightly, which will aggravate the tooth shape defect, the can lid design is not ideal, the can lid shaping bearing surface is wrinkled, foreign matter is contained in the crimp or there is too much can lid sealant, and the tray pressure is too high. Too large, too many solid tanks, and inflexible sealing wheel bearing operation.
Edge cracking——breaking of the outer iron sheet of the edge at the seam of the can body of a small can sealer. The cause is that the two sealing wheels are adjusted too tightly, the tank lid material is defective, the tank lid sealant is excessive, the pressing edge is pinched with debris, or the tank lid is folded too long due to the head sealing wheel being adjusted too tightly;
The sealing degree is not up to standard ——the reasons are unreasonable design of the first sealing wheel arc, improper adjustment of the sealing wheel, severe wear of the first sealing wheel arc, improper molding of the can lid shaping bearing surface or wrinkling of the can lid shaping bearing surface, inflexible sealing wheel bearing operation, etc.;
Hem damage —— damage, unevenness or coating loss at the hem part, caused by unreasonable curve of the first or second sealing wheel, low surface finish of the first or second sealing wheel, and too tight wheel plate adjustment.
In summary, through the analysis of the above aspects, we have initially grasped the quality of the sealing process and the key points of comprehensive control. Only when defects in different edge quality occur can timely and accurate analysis and judgment be carried out.
Recommended Products










Leave a message online!
Contact Us
- Mobile: +86-13666712509
- Tel: +86- 0573-8802501
- Email: yuequ@lkmach.com
- Whatsapp: +86 136-6671-2509
- Address: No. 5, Huatian Road, Siqian Community, Cengang Street, Dinghai District, Zhoushan City, Zhejiang Province
Quick Links
Product
- Convenient barrel production line
- 18 L Square Tank Production Line
- 1-5 liter square tank production line
- 1-5 liter round can production line
- Tea cans, craft cans (square cans)
- 18.5 Conical coating barrel production line
- 18.5 Straight Paint Bucket Production Line
- Vacuum cleaner [housing] complete set of equipment
- 50 L Chemical Barrel Production Line
- Forming mold
- Can lid production line
- 18-20 liter barrel production line
Mobile
Copyright © 2025 Zhoushan Dinghai Lekai Can Machinery Factory
