 EN
EN
 中文简体
中文简体 English
English
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery


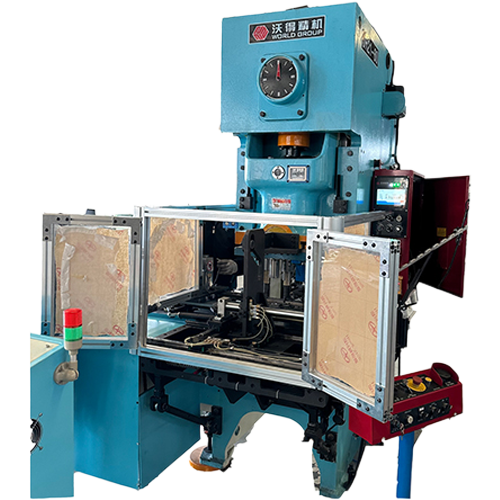
The can sealing machine is a steam can filling and sealing equipment independently developed based on the digestion and absorption of advanced beer can filling and sealing machine technology at home and abroad. Can sealing unit.
The filling and sealing design is an integral structure, and the filling system power is provided by the sealing system to ensure the synchronization and coordination of the two. The mechanical, electrical and pneumatic control technology adopted uses the principle of isobaric filling, which has fast filling speed, stable liquid level after filling, small material loss and excellent sealing quality. The whole machine operates smoothly, has the characteristics of beautiful appearance, convenient operation and maintenance, and variable frequency and speed regulation of production speed. The remote control system can be configured according to customer needs and is the ideal equipment for medium-sized beer and beverage factories. It can package round tinplate cans, aluminum cans or plastic cans of various specifications, and has a vacuum function, making it suitable for the production of fruit cans, beverage cans, plastic cans and other cans.
Stable operation of equipment, high vacuum and sealing quality standard. Key components are processed by high-precision equipment to improve processing accuracy to ensure the stability of the entire machine.
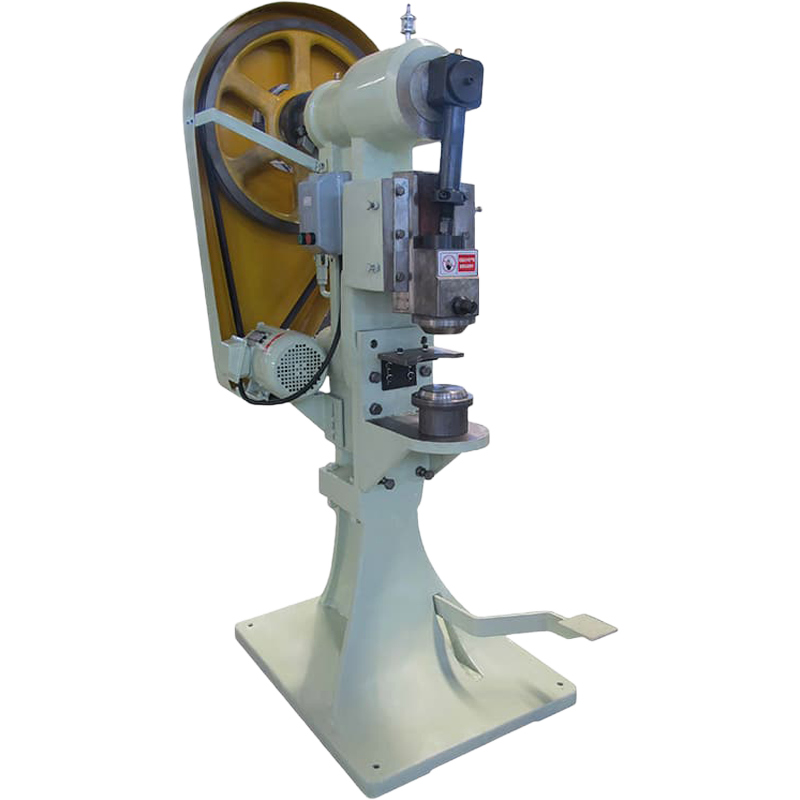
The selection must be accurate: the model and series must be determined according to the product and plastic material. Due to the wide variety of injection molding machines, it is necessary to accurately judge which injection molding machine or series should be used for production of the product. In addition, some products must meet conditions such as high stability, high precision, ultra-high rate of fire, high-pressure ejection or rapid production, and the corresponding series of models must also be selected during production.
Can mold be installed: Confirm whether the model meets the requirements of “large column spacing”, ‘mold thickness’, “small mold size” and “template size” based on the mold size. The machine locking force must be greater than the mold locking force. For safety reasons, it is usually recommended that the machine locking force be 1.17 times the mold locking force.
Recommended Products










Leave a message online!
Contact Us
- Mobile: +86-13666712509
- Tel: +86- 0573-8802501
- Email: yuequ@lkmach.com
- Whatsapp: +86 136-6671-2509
- Address: No. 5, Huatian Road, Siqian Community, Cengang Street, Dinghai District, Zhoushan City, Zhejiang Province
Quick Links
Product
- Convenient barrel production line
- 18 L Square Tank Production Line
- 1-5 liter square tank production line
- 1-5 liter round can production line
- Tea cans, craft cans (square cans)
- 18.5 Conical coating barrel production line
- 18.5 Straight Paint Bucket Production Line
- Vacuum cleaner [housing] complete set of equipment
- 50 L Chemical Barrel Production Line
- Forming mold
- Can lid production line
- 18-20 liter barrel production line
Mobile
Copyright © 2025 Zhoushan Dinghai Lekai Can Machinery Factory
