 EN
EN
 中文简体
中文简体 English
English
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery
LK Machinery

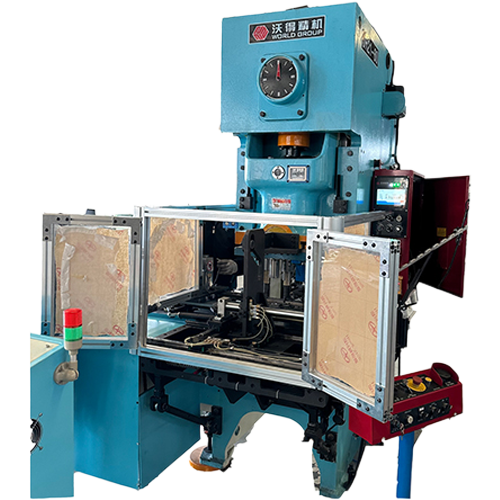
Can sealers are essential to ensure the quality and safety of food packaging. A tightly sealed can ensures that the freshness of the food is maintained, prevents contamination, and extends the shelf life. When using can sealers for food packaging, the following points must be considered to ensure quality and safety:
Machine calibration and maintenance:
Regular calibration and maintenance of the tin can sealer is essential to ensure precision and consistency in sealing. Regular inspections should be carried out to detect wear, damage or failure of machine components and to resolve problems promptly.
Operator Training:
It is crucial to train operators on the correct operation of sealing machines, including parameter setting and fault troubleshooting. Particular emphasis should be placed on safety protocols and operating guidelines to avoid accidents and ensure operator safety.
Quality control measures:
Quality control checks are implemented at all sealing stages to verify the integrity of the seal and whether it meets quality standards. A detection system should be used to detect anomalies in the seal, such as leaks or improper sealing.
Material selection:
Suitable sealing materials, including seals and gaskets, should be carefully selected, taking into account food safety regulations and compatibility with specific food products. It is important to ensure that the sealing material remains in good condition and does not contaminate the food.
Disinfection and hygiene:
Keep the environment clean and hygienic in the production area, especially around the sealing machine, to prevent the sealing product from being contaminated. Regular cleaning and disinfection of the sealer, especially of parts in direct contact with food or sealing materials, is essential.
Comply with food safety standards:
Relevant food safety standards and regulations, such as those established by the Food and Drug Administration (FDA) or other local regulatory agencies, must be strictly adhered to. It is crucial to keep an eye on changes in regulations and adjust processes and equipment accordingly.
Record keeping:
Detailed records of each sealing process are required, including machine settings, production dates, operator information, and quality control results. These records are important for traceability, problem identification, and ensuring compliance with quality standards.
Regular audits and reviews:
Perform routine audits of the sealing process to ensure proper procedures are followed and that the sealing machine is functioning properly. Review the audit findings, identify areas for improvement, and take necessary corrective action.
By following these practices and prioritizing quality and safety, food packaging using tin can sealers meets regulatory requirements and provides consumers with safe, safe products.

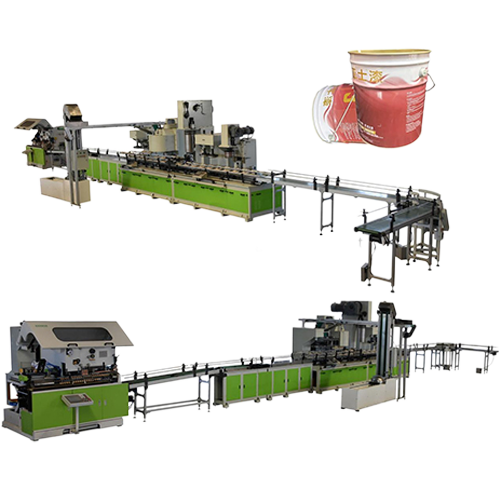
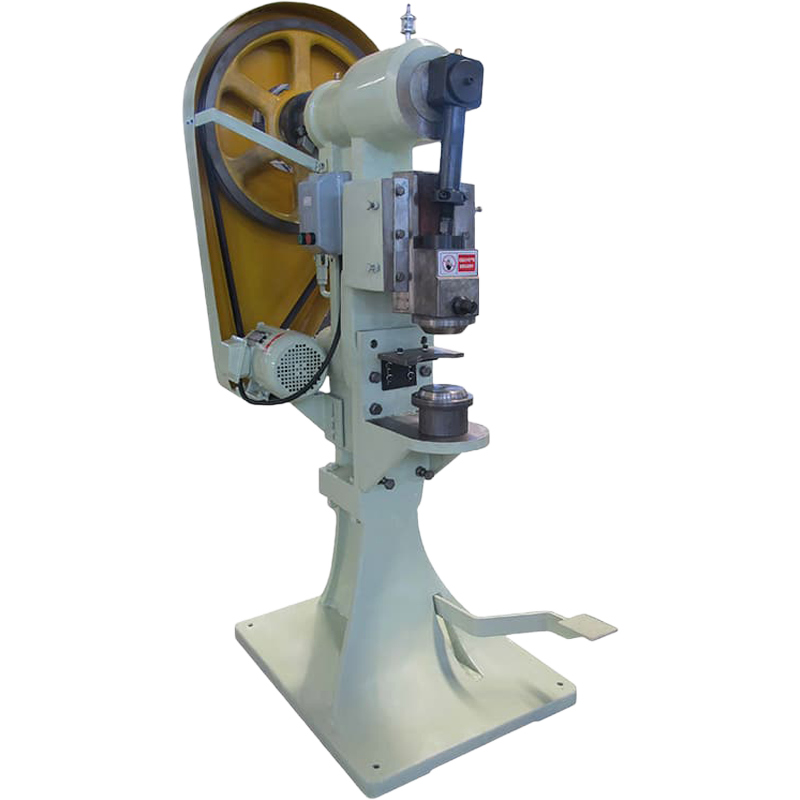
Recommended Products










Leave a message online!
Contact Us
- Mobile: +86-13666712509
- Tel: +86- 0573-8802501
- Email: yuequ@lkmach.com
- Whatsapp: +86 136-6671-2509
- Address: No. 5, Huatian Road, Siqian Community, Cengang Street, Dinghai District, Zhoushan City, Zhejiang Province
Quick Links
Product
- Convenient barrel production line
- 18 L Square Tank Production Line
- 1-5 liter square tank production line
- 1-5 liter round can production line
- Tea cans, craft cans (square cans)
- 18.5 Conical coating barrel production line
- 18.5 Straight Paint Bucket Production Line
- Vacuum cleaner [housing] complete set of equipment
- 50 L Chemical Barrel Production Line
- Forming mold
- Can lid production line
- 18-20 liter barrel production line
Mobile
Copyright © 2025 Zhoushan Dinghai Lekai Can Machinery Factory
